baggrund
saks er skæreinstrumenter bestående af et par metalblade forbundet på en sådan måde, at knivene mødes og skærer materialer placeret mellem dem, når håndtagene bringes sammen. Ordet saks bruges til at beskrive større instrumenter af samme art. Som hovedregel har saks knive, der er mindre end 6 tommer (15 cm) lange og har normalt håndtag med fingerhuller i samme størrelse. Saks har knive længere end 6 tommer (15 cm) og har ofte et lille håndtag med et hul, der passer til tommelfingeren og et stort håndtag med et hul, der passer til to eller flere fingre.
saks og saks findes i en lang række former afhængigt af deres tilsigtede anvendelser. Børns saks, der kun bruges på papir, har kedelige knive for at sikre sikkerheden. Saks, der bruges til at skære hår eller stof, skal være meget skarpere. De største saks bruges til at skære metal eller til at trimme buske og skal have meget stærke knive.
specialiserede sakse omfatter syning af saks, som ofte har et skarpt punkt og et stumt punkt til indviklet skæring af stof og neglesaks, som har buede knive til skæring af negle og tånegle. Særlige former for saks omfatter pink saks, som har hakket knive, der skærer klud for at give det en bølget kant, og tyndere saks, som har tænder, der tynde hår i stedet for at trimme det.
den tidligste saks, der vides at eksistere, dukkede op i Mellemøsten for omkring 3.000 eller 4.000 år siden og blev kendt som forårssaks. De bestod af to bronsblade forbundet ved håndtagene med en tynd, buet bånd af bronse. Denne strimmel tjente til at bringe knivene sammen, når de blev presset, og til at trække dem fra hinanden, når de blev frigivet. Stålsaks af lignende design bruges stadig til at skære uld fra får.
drejet saks af bronse eller jern, hvor knivene var forbundet på et punkt mellem spidserne og håndtagene, blev brugt i det gamle Rom, Kina, Japan og Korea. På trods af den tidlige opfindelse af dette design, der stadig anvendes i næsten alle moderne saks, fortsatte forårssaks at blive brugt i Europa indtil det sekstende århundrede.
i middelalderen og renæssancen blev forårssaks lavet ved at opvarme en stang af jern eller stål og derefter flade og forme dens ender til knive på en ambolt. Barens centrum blev opvarmet, bøjet for at danne foråret, derefter afkølet og genopvarmet for at gøre det fleksibelt. Drejelige saks blev ikke fremstillet i stort antal før i 1761, da Robert Hinchliffe fra Sheffield, England, begyndte at bruge støbt stål til at fremstille dem. Støbt stål, for nylig opfundet på det tidspunkt af Benjamin Huntsman, også af Sheffield, blev fremstillet ved at smelte stål i lerdigler og hælde det i forme. Dette resulterede i et mere ensartet stål med færre urenheder.
i løbet af det nittende århundrede blev saks håndsmedet med kunstfærdigt dekorerede håndtag. De blev lavet ved at hamre stål på indrykkede overflader kendt som bosser for at danne knivene. Ringene i håndtagene, kendt som buer, blev lavet ved at slå et hul i stålet og forstørre det med den spidse ende af en ambolt.
i begyndelsen af det tyvende århundrede blev saks forenklet i design for at rumme mekaniseret produktion. I stedet
for at blive smedet helt i hånden blev Knive og håndtag nu dannet ved hjælp af dråbehamre. Drevet af damp, disse store, tunge enheder, der anvendes matricer til at forme saksen fra stænger af stål. Moderne versioner af drop hammere bruges stadig til at fremstille saks i dag.
råvarer
saks er normalt lavet af stål. Nogle saks, der anvendes til specielle formål, er lavet af andre metallegeringer. Saks, der bruges til at skære cordit (et eksplosivt stof, der ligner garn) må ikke producere gnister. Saks, der bruges til at skære magnetbånd, må ikke forstyrre magnetisme.
stål saks findes i to grundlæggende former. Kulstofstål bruges til at fremstille saks, hvor bladet og håndtaget danner et kontinuerligt stykke. Kulstofstål er fremstillet af jern og omkring 1% kulstof. Det har fordelene ved at være stærk og forblive skarp. Saks lavet af kulstofstål er normalt belagt med nikkel eller krom for at forhindre dem i at ruste.
rustfrit stål bruges til at lave saks, hvor et plasthåndtag er monteret på metalbladet. Rustfrit stål er fremstillet af

jern, ca.1% kulstof og mindst 10% krom. Det har fordelene ved at være let og rustfast. Håndtagene af rustfrit stål saks er lavet af et stærkt, let stof som ABS (acrylonitril-butadien-styren) plast.
fremstillingsprocessen
fremstilling af emnerne
- 1 før de skærpes og fastgøres, er de to halvdele af et saks kendt som emner. Et emne kan bestå af et blad og et håndtag i et stykke, eller det kan kun bestå af bladet. I sidstnævnte tilfælde svejses et metalhåndtag til bladet, eller et plasthåndtag fastgøres til det.
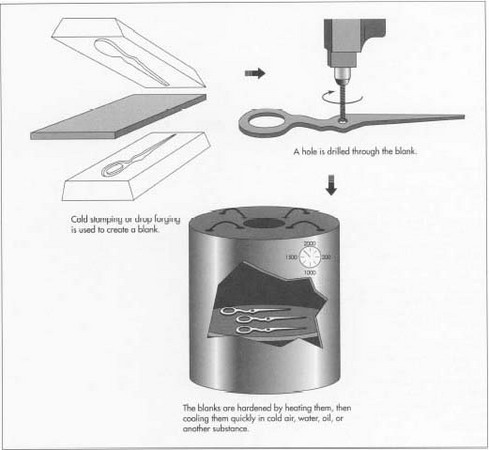
- 2 billige saks kan fremstilles af emner dannet ved koldstempling. I denne proces stemples en skarp matrice i form af emnet i et ark af uopvarmet stål. Matricen skærer gennem stålet for at danne emnet.
- 3 emner kan også fremstilles ved støbning. O smeltet stål hældes i en form i form af emnet. Stålet køler tilbage i et fast stof, og emnet fjernes.
- 4 de fleste kvalitets saks er lavet af emner dannet ved drop smedning. Ligesom kold stempling involverer denne proces formning af emnerne med en matrice. Denne matrice, kendt som en drop hammer, pund i en bar af rødglødende stål for at danne emnet. Trykket fra drop hammer styrker også stålet.
behandling af emnerne
- 5 emnerne trimmes til den rigtige form ved at skære overskydende metal væk. Et hul bores gennem emnet. Dette hul vil senere tillade to færdige knive at blive fastgjort til hinanden.
- 6 de trimmede emner hærdes ved at opvarme dem og derefter afkøle dem hurtigt i kold luft, vand, olie eller et andet stof. Temperaturen, som de opvarmes til, og mediet, hvori de afkøles, varierer afhængigt af den type stål, de er fremstillet af, og bladets ønskede egenskaber.
- 7 de hærdede emner opvarmes igen og får lov til at afkøle langsomt i luften. Denne anden opvarmning, kendt som temperering, giver emnet en ensartet hårdhed. Hvis knivene på et saks ikke havde ensartet hårdhed, ville de hårdere steder på det ene blad snart slides de blødere steder på det andet blad.
- 8 den gentagne opvarmning og afkøling får emnerne til at kæde sig. De er rettet ved at blive anbragt på en ambolt og let tappet med en hammer. Denne proces er kendt som peening.
slibning og polering
- 9 emnet formales til et blad ved at påføre kanten på et hurtigt bevægende slibebånd eller slibeskive. Overfladen på bæltet eller hjulet er dækket af små partikler af et slibemiddel og fungerer på samme måde som sandpapir. Det hårde slibemiddel slibes væk nok stål til at danne en skarp kant. Under denne proces afkøles bladet med vand eller forskellige væsker kendt som skærevæsker for at forhindre, at det opvarmes og vrides. Det skærpede blad poleres derefter på lignende måde ved hjælp af bælter eller hjul, der indeholder meget mindre slibepartikler.
gør håndtagene
- 10 for mange saks er håndtagene i 0 / dannet fra starten som en del af emnet. Hvis ikke, kan de være lavet af en metallegering eller af plast. Hvis de er metal, er de lavet på samme måde som emnerne og derefter svejset til dem. Hvis de er plastik, fremstilles de ved sprøjtestøbning. I denne proces tvinges smeltet plast under tryk til en form i form af håndtagene. Det er tilladt at afkøle og formen åbnes for at fjerne håndtagene. Håndtagene indeholder hule slidser, hvori enden af emnerne kan indsættes. Et stærkt klæbemiddel bruges til at holde håndtaget fast fastgjort.
samling af saksen
- 11 to polerede knive er fastgjort til hinanden med en nitte eller skrue gennem de tidligere borede huller. Nitter, som ikke kan justeres af forbrugeren, bruges til at fremstille billigere saks. Justerbare skruer bruges i dyrere saks.
- 12 saksen justeres for at sikre. at de to knive fungerer korrekt sammen. De kan være malet eller belagt med nikkel eller krom for at beskytte dem mod rust. Saksen inspiceres for fejl, skruen eller nitten smøres, og saksen er pakket til forsendelse til forbrugerne.
kvalitetskontrol
det vigtigste aspekt ved kvalitetskontrol for saks er korrekt justering af de to knive. For at saks skal skære glat, skal knivene kun mødes på to punkter. Disse to punkter er drejningen (det punkt, hvor nitten eller skruen forbinder knivene) og skærepunktet. Skærepunktet bevæger sig fra lige ud over drejningen til spidsen, når saksen er lukket. Knivene forhindres i at mødes på andre punkter ved at give dem en let vandret og lodret kurve væk fra hinanden under fremstillingen.
for at sikre, at knivene mødes korrekt, skal hullerne bores inden for en ti tusindedel af en tomme (ca.en firehundrede millimeter) af den korrekte position. Bladernes placering inspiceres visuelt for at se, om knivene mødes jævnt. Hvis ikke, overlapper en del af det ene blad det andet. Denne defekt er kendt som en vinge. Tipene inspiceres også for at sikre, at de mødes jævnt uden et mellemrum mellem dem eller nogen overlapning.
fordi selv kedelige saks er i stand til at skære papir tilstrækkeligt, testes kvalitetssaks på hårde syntetiske stoffer. Skarphed testes ved at sikre, at knivene skærer stoffet i stedet for at rive det. Styrken testes ved at skære gennem flere lag stof. Knivene skal komme sammen med et konstant tryk under skæring.
forbrugeren er ansvarlig for at opretholde saksens kvalitet. Saks bør kun bruges til at skære de materialer, som de blev designet til. De skal olieres og slibes regelmæssigt, og skruen skal justeres efter behov. Saks skal opbevares i lukket stilling. Indstilling af saks i åben stilling er den mest almindelige årsag til kedelige knive.
fremtiden
selvom saks har været i en standardform i hundreder af år, kan nylige innovationer ændre udseendet på dette almindelige husholdningsværktøj. Saks ved hjælp af runde, rullende knive er designet. Til fremstilling af sakse med knive, der er ekstremt stærke, rustfaste, og som aldrig har brug for slibning.
Hvor kan man lære mere
tidsskrifter
“saks og saks.”Forbrugerrapporter, oktober 1992, s.672-677.
Karen Flake. “Skæring med saks: tre trin til nem Snipping.”Magasinet forældre, januar 1996, s.137-138.
Andet
Allison, John. “Anatomi af kvalitets saks.”Knivforbindelse. 30. maj 1996. http://www.knife.com/news/scissor.htm(14. juli 1997).
— Rose Secrest