visuel undersøgelse af svejsesamlingen er en vigtig aktivitet, der udføres for at kontrollere svejsningens integritet og soliditet. Det er en økonomisk aktivitet, da det ikke kræver noget dyrt udstyr. Det skal udføres af en godt erfaren inspektør. Hovedansvaret for en svejseinspektør er:
- kode overholdelse
- Håndværkskontrol
- Dokumentationskontrol
kravene til visuel undersøgelse er:
- belysningen skal være mindst 350 luksus (minimum), men det anbefales at udføre visuel inspektion ved en belysning på mere end 500 luksus.
- inspektørens øje skal være inden for radierne på 600 mm af overfladen på det emne, der inspiceres, og synsvinklen må ikke være mindre end 30 grader.
(Læs også tykkelsesområde for svejserkvalifikationstest)
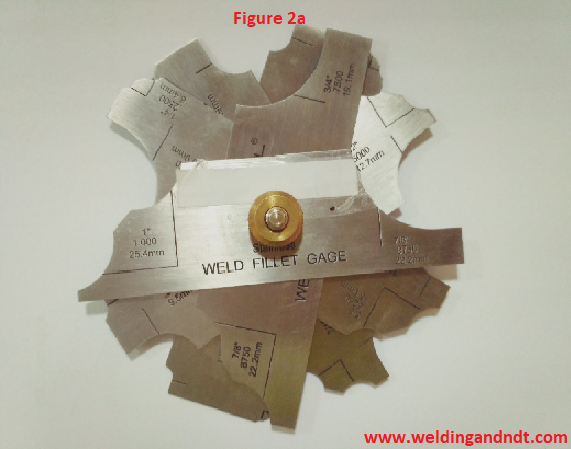
andre hjælpemidler, der kan være nødvendige under visuel undersøgelse, er:
- Svejsemålere (figur 2a og 2b)
- svejsemålere
- lineære forskydningsmålere (Hi-lav)
- forstørrelsesglas (2 til 5)
- spejlet boroskop eller fiberoptisk visningssystem (når adgangen er begrænset))
visuel inspektion kan udføres i tre faser;
- før svejsning
- under svejsning og
- efter svejsning
før svejsning: Inspektøren skal være bekendt med de gældende koder og standarder/tegninger/svejseprocedurer. Svejserkvalifikation skal udføres inden produktionssvejsning. Inspektøren bekræfter materialet og gennemgår MTC. Svejseartikler skal også inspiceres inden svejsning. Fælles forberedelse og justering skal også kontrolleres inden svejsning. Efter bekræftelse af alle parametre (som nævnt ovenfor) kan svejseinspektøren tillade svejseren at starte produktionssvejsningen. Hvis Forvarm er relevant, skal forvarmningstemperaturen bekræftes, inden svejsningen påbegyndes.

(figur 3 viser forkert rilleflade og rodspalte, en svejseinspektør skal se rilleforberedelsen og rodspalten før svejsning)
under svejsning: inspektøren skal kontrollere svejseprocessen og svejseparametrene med hensyn til svejseprocedurespecifikationen til enhver tid under svejsning. Root run og root run dressing, interpass temperatur skal være vidne til af inspektøren. Svejseemnet skal også kontrolleres under svejsningen.
(Læs også hvordan man skriver en svejseprocedurespecifikation)
efter svejsning: efter fuldstændig svejsning stanses identifikationsnummeret nær leddet. Komplet visuel inspektion udføres, og enhver overfladebrud eller defekt skal repareres i henhold til godkendt procedure. Følgende fejl (eller diskontinuitet) kan afsløres ved visuel inspektion:
- knæk
- underfyldning
- underskæring
- overfladeporøsitet
- overlapning
- manglende sidevægfusion
- Arc strike
- Spatters
- overdreven penetration
- uacceptable Svejseprofiler

(figur 4: svejseinspektør kontrol af svejsearmeringsstørrelsen ved hjælp af en Brokammersvejsningsmåler)
der skal foretages en dimensionel undersøgelse for at sikre delens dimension efter svejsning. Efter tilfredsstillende afslutning af svejsningen udarbejdes korrekt dokumentation.
hvis der er angivet en svejsebehandling efter svejsning, skal operationen overvåges og dokumenteres. Følgende parametre, der skal overvejes, når efter svejsning varmebehandling er påkrævet,
- område, der skal opvarmes
- varme-og kølehastigheder
- Holdetemperatur og varighed
- temperaturfordeling
ud over visuel inspektion er der en række andre NDT-metoder (ikke-destruktiv Test) til rådighed for at kontrollere svejsekvaliteten, nogle af de mest almindelige NDT-metoder er;
- radiografi test (RT)
- ultralyd test (UT)
- magnetisk partikelprøvning (MT)
- Væskepenetrant test (PT)
- elektromagnetisk test (et)
- akustisk emissionstest (aet)
hver NDT metoder har sin egen betydning og betydning for eksempel flydende penetrant test er meget effektiv og økonomisk til kontrol overfladefejl, hvorimod, ved hjælp af ultralyd test og radiografi test, hele dybden af svejsningen kan inspiceres.
valg af NDT-metoder afhænger af kravene. Den person, der er ansat eller tildelt til at udføre disse prøver, skal have den nødvendige kvalifikation. En skriftlig prøvningsprocedure, rapporteringsformat og den gældende kode skal også afgøres, inden prøven gennemføres.
Læs også p-nummer, F-nummer og A-nummer i svejsning
Bemærk: Jeg havde skrevet denne artikel til Indien svejsninger nyhedsbrev – bind 1:4 okt-Dec 2018. Klik her for at læse nyhedsbrevet.