hitsausliitoksen silmämääräinen tarkastus on tärkeä tehtävä hitsauksen eheyden ja eheyden tarkastamiseksi. Se on taloudellista toimintaa, koska se ei vaadi kalliita laitteita. Se on suoritettava hyvin kokenut tarkastaja. Hitsaustarkastajan tärkeimmät vastuualueet ovat:
- Code compliance
- Workman control
- Documentation Control
silmämääräistä tarkastusta koskevat vaatimukset ovat:
- valaistuksen on oltava vähintään 350 luksia (vähintään), mutta on suositeltavaa tehdä silmämääräinen tarkastus yli 500 luksia valaistuksella.
- tarkastajan silmän säteiden on oltava 600 mm tarkastettavan kohteen pinnasta ja katselukulman on oltava vähintään 30 astetta.
(lue myös hitsaajan pätevyyskokeen paksuusalue)
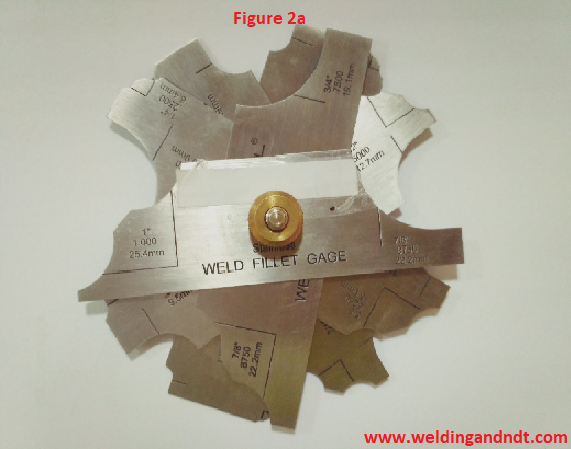
muut silmämääräisessä tarkastuksessa mahdollisesti vaadittavat apuvälineet ovat:
- Hitsausmittarit (Kuva 2a ja 2b)
- Hitsausvälimittarit
- lineaariset vinoumat (Hi-Low)
- suurennuslasi (X2-X5)
- peilattu boroskooppi tai kuituoptinen näköjärjestelmä (kun käyttöoikeus on rajoitettu)
silmämääräinen tarkastus voidaan tehdä kolmessa vaiheessa;
- ennen hitsausta,
- hitsauksen aikana ja
- hitsauksen jälkeen
ennen hitsausta: Tarkastaja on perehdytettävä sovellettaviin koodeihin ja standardeihin/piirustuksiin/hitsausmenetelmiin (WPS ja PQR). Hitsaajan pätevyys on suoritettava ennen tuotantohitsausta. Tarkastajan on vahvistettava aineisto ja tarkasteltava MTC: tä uudelleen. Myös Hitsaustarvikkeet on tarkastettava ennen hitsausta. Myös yhteinen valmistelu ja linjaus on tarkastettava ennen hitsausta. Kun kaikki parametrit on vahvistettu (kuten edellä mainittiin), hitsaustarkastaja voi sallia hitsaajan aloittaa tuotantohitsauksen. Jos sovelletaan esilämmitystä, esilämmityslämpötila on vahvistettava ennen hitsauksen aloittamista.

(Kuvassa 3 on virheellinen ura-ja juuriväli, hitsaustarkastajan on nähtävä uran valmistelu ja juuriväli ennen hitsausta)
hitsauksen aikana: tarkastajan on tarkastettava hitsausprosessi ja hitsausparametrit hitsausmenettelyn spesifikaation (WPS) osalta milloin tahansa hitsauksen aikana. Root run ja root run dressing, interpass lämpötila on todistettava tarkastaja. Myös Hitsaustarvikkeet on tarkastettava hitsauksen aikana.
(lue myös miten hitsausmenettelyn erittely – WPS)
hitsauksen jälkeen: täydellisen hitsauksen jälkeen tunnistenumero lävistetään lähelle liitosta. Täydellinen silmämääräinen tarkastus tehdään ja mahdolliset pinnan rikkoutumiset tai viat korjataan hyväksytyn menettelyn mukaisesti. Seuraavat viat (tai epäjatkuvuus) voidaan paljastaa silmämääräisellä tarkastuksella:
- halkeama
- Alikuormitus
- pinnan huokoisuus
- päällekkäisyys
- sivuseinän fuusio
- Kaarilakko
- roiskeet
- liiallinen läpäisy
- Hitsausprofiilit, joita ei voida hyväksyä

(Kuva 4: Hitsaustarkastaja, joka tarkistaa hitsausvahvistuksen koon Siltakameran hitsausmittarilla)
on tehtävä mittatutkimus, jolla varmistetaan osan mitta hitsauksen jälkeen. Kun tyydyttävä loppuun hitsaus asianmukainen dokumentointi on valmis.
jos hitsauksen jälkeinen käsittely on määritelty WPS: ssä, toimintaa tulee seurata ja dokumentoida. Seuraavat parametrit on otettava huomioon, kun hitsin jälkeinen lämpökäsittely on tarpeen,
- lämmitettävä alue
- Lämmitys-ja jäähdytysnopeus
- Pitolämpötila ja kesto
- lämpötilajakauma
silmämääräisen tarkastuksen lisäksi hitsauksen laadun tarkastamiseen on käytettävissä useita muita NDT-menetelmiä (ainetta rikkomaton testi).;
- Radiografiatestaus (RT)
- ultraäänitestaus (UT)
- magneettisten hiukkasten testaus (MT)
- nestemäisten penetranttien testaus (PT)
- Sähkömagneettinen testaus (ET)
- akustisten päästöjen testaus (AET)
jokaisella NDT-menetelmällä on oma merkityksensä ja merkityksensä esimerkiksi nesteen läpivientitestaus on erittäin tehokas ja taloudellinen pintavikojen tarkastamiseen, kun taas Ultraäänitestin ja Radiografiatestin avulla hitsin koko syvyys voidaan tarkastaa.
NDT-menetelmien valinta riippuu vaatimuksista. Näiden kokeiden suorittamiseen osallistuvalla tai tehtävään määrätyllä henkilöllä on oltava tarvittava pätevyys. Ennen kokeen suorittamista on myös päätettävä kirjallisesta testausmenettelystä, raportointimuodosta ja sovellettavasta koodista.
lue myös P-numero, F-numero ja A – numero hitsauksessa (ASME jakso IX)
Huom: olin kirjoittanut tämän artikkelin India welds newsletter-Vol 1:4 Oct-Dec 2018. Klikkaa tästä lukeaksesi uutiskirjeen.