a hegesztési kötés vizuális vizsgálata fontos tevékenység, amelyet a hegesztés integritásának és szilárdságának ellenőrzésére végeznek. Ez egy gazdaságos tevékenység, mivel nem igényel költséges berendezéseket. Ezt egy jól tapasztalt ellenőrnek kell elvégeznie. A hegesztési ellenőr fő feladatai a következők:
- Kód megfelelés
- kivitelezés ellenőrzése
- dokumentáció ellenőrzése
a szemrevételezés követelményei a következők:
- a megvilágításnak legalább 350 Lux-nak kell lennie (minimum), de 500 Lux-nál nagyobb megvilágítás mellett ajánlott szemrevételezéssel ellenőrizni.
- az ellenőr szemének a vizsgált tárgy felületétől számított 600 mm sugarú körön belül kell lennie, és a látószögnek legalább 30 fokosnak kell lennie.
(olvassa el a hegesztő minősítési teszt Vastagságtartományát is)
a vizuális vizsgálat során szükséges egyéb segédeszközök:
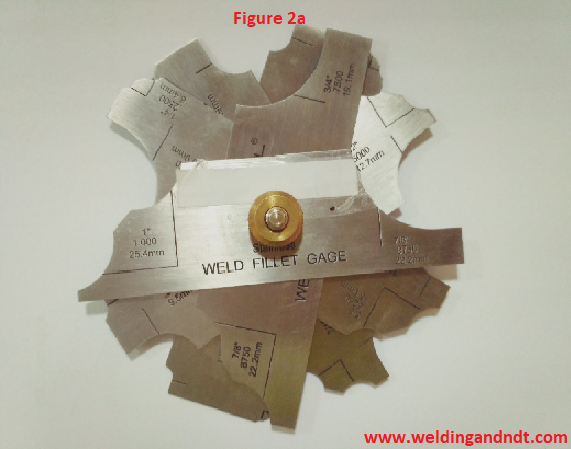
- Hegesztésmérők (2a. és 2b. ábra)
- Hegesztésrésmérők
- lineáris eltérésmérők (Hi-Low)
- nagyító (X2-X5)
- tükrözött boroszkóp vagy száloptikai megtekintő rendszer (ha a hozzáférés korlátozott)
a szemrevételezés három szakaszban végezhető el;
- hegesztés előtt
- hegesztés közben és
- hegesztés után
hegesztés előtt: Az ellenőrnek ismernie kell az alkalmazandó kódokat és szabványokat/rajzokat/hegesztési eljárásokat (WPS és PQR). Hegesztő minősítést kell végezni a gyártás előtt hegesztés. Az ellenőr megerősíti az anyagot és felülvizsgálja az MTC-t. A hegesztő fogyóeszközöket a hegesztés előtt is ellenőrizni kell. A hegesztés előtt az illesztés előkészítését és összehangolását is ellenőrizni kell. Az összes paraméter megerősítése után (a fent említettek szerint) a hegesztési ellenőr engedélyezheti a hegesztő számára a gyártási hegesztés megkezdését. Ha előmelegítés alkalmazható, akkor a hegesztés megkezdése előtt meg kell erősíteni az előmelegítési hőmérsékletet.

(a 3. ábra nem megfelelő horonyfelületet és gyökérrést mutat, a hegesztési ellenőrnek hegesztés előtt látnia kell a horony előkészítését és a gyökérrést)
hegesztés közben: az ellenőrnek a hegesztés során bármikor ellenőriznie kell a hegesztési folyamatot és a hegesztési paramétereket a hegesztési eljárás specifikációja (WPS) tekintetében. A Root run és a root run dressing, interpass hőmérsékletet az ellenőrnek kell ellenőriznie. A hegesztési fogyóeszközöket a hegesztés során is ellenőrizni kell.
(olvassa el a hegesztési eljárás specifikációjának írását is-WPS)
hegesztés után: a teljes hegesztés után az azonosító számot lyukasztják az ízület közelében. Teljes körű szemrevételezést végeznek, és minden felületi törést vagy hibát a jóváhagyott eljárás szerint meg kell javítani. Következő hibák (vagy folytonosság) lehet feltárni szemrevételezéssel:
- Crack
- Underfill
- Undercut
- felületi porozitás
- átfedés
- az oldalfal fúziójának hiánya
- Arc strike
- fröccsenések
- túlzott penetráció
- elfogadhatatlan hegesztési profilok

(4. ábra: hegesztő ellenőr ellenőrzi a hegesztési megerősítés méretét egy híd bütykös hegesztési mérővel)
méretmérést kell végezni az alkatrész méretének biztosítása érdekében hegesztés után. A hegesztés kielégítő befejezése után megfelelő dokumentáció készül.
ha a hegesztés utáni kezelést a WPS határozza meg, akkor a műveletet ellenőrizni és dokumentálni kell. Következő paramétereket kell figyelembe venni, ha hegesztés utáni hőkezelésre van szükség,
- fűtött terület
- fűtési és hűtési sebesség
- tartási hőmérséklet és időtartam
- hőmérséklet-eloszlás
a szemrevételezésen kívül számos más NDT (roncsolásmentes vizsgálati) módszer áll rendelkezésre a hegesztés minőségének ellenőrzésére, a leggyakoribb NDT módszerek közül néhány;
- radiográfiai vizsgálat (RT)
- ultrahangos vizsgálat (UT)
- mágneses részecske vizsgálat (MT)
- folyékony penetráns vizsgálat (PT)
- elektromágneses vizsgálat (ET)
- Akusztikus emissziós vizsgálat (AET)
minden NDT módszer megvan a maga jelentősége és jelentősége, például folyékony penetráns vizsgálat nagyon hatékony és gazdaságos ellenőrzésére felületi hibák, mivel a segítségével ultrahangos vizsgálat és radiográfiai vizsgálat, teljes mélysége a hegesztés lehet ellenőrizni.
az NDT módszerek kiválasztása a követelményektől függ. Az e vizsgálatok elvégzésével megbízott vagy megbízott személynek rendelkeznie kell a szükséges képesítéssel. A vizsga lefolytatása előtt meg kell határozni az írásbeli vizsgaeljárást, a jelentéstétel formátumát és az alkalmazandó kódot is.
olvassa el a P-számot, az F-számot és az A – számot a hegesztésben (ASME IX.szakasz)
Megjegyzés: Ezt a cikket az India welds newsletter-Vol 1:4 Oct-Dec 2018 számára írtam. Kattintson ide a hírlevél elolvasásához.