háttér
az ollók olyan vágóeszközök, amelyek egy pár fém pengéből állnak, amelyek úgy vannak összekötve, hogy a pengék találkozzanak és vágják a köztük elhelyezett anyagokat, amikor a fogantyúkat összehozzák. Az olló szót az azonos típusú nagyobb hangszerek leírására használják. Általános szabály, hogy az ollók pengéi kevesebb, mint 6 hüvelyk (15 cm) hosszúak, és általában azonos méretű ujjlyukakkal rendelkeznek. Az ollók pengéi hosszabbak, mint 6 hüvelyk (15 cm), és gyakran egy kis fogantyúval rendelkeznek, amelynek lyuka illeszkedik a hüvelykujjhoz, és egy nagy fogantyúval, amelynek lyuka két vagy több ujjhoz illeszkedik.
az ollók és ollók sokféle formában léteznek a tervezett felhasználástól függően. A csak papíron használt gyermek ollók tompa pengékkel rendelkeznek a biztonság érdekében. A haj vagy szövet vágására használt ollóknak sokkal élesebbnek kell lenniük. A legnagyobb ollókat fém vágására vagy cserjék vágására használják, nagyon erős pengékkel kell rendelkezniük.
a speciális ollók közé tartoznak a varró ollók, amelyeknek gyakran egy éles és egy tompa pontja van a szövet bonyolult vágásához, és a köröm ollók, amelyek ívelt pengékkel rendelkeznek a körmök és a körmök vágásához. A speciális ollók közé tartoznak a rózsaszínű ollók, amelyek bevágott pengékkel vágják a ruhát, hogy hullámos szélű legyen, valamint a ritkító ollók, amelyek fogai vékony hajúak, nem pedig levágják.
a legkorábbi ismert olló körülbelül 3000 vagy 4000 évvel ezelőtt jelent meg a Közel-Keleten, tavaszi ollóként ismerték. Két bronz pengéből álltak, amelyeket a fogantyúkon egy vékony, ívelt bronzcsík kötött össze. Ez a szalag arra szolgált, hogy összenyomva összehozza a pengéket, elengedéskor pedig széthúzza őket. A hasonló kialakítású acélollókat még mindig használják a gyapjú vágására a juhokból.
az ókori Rómában, Kínában, Japánban és Koreában bronzból vagy vasból készült elforgatott ollókat használtak, amelyekben a pengék a hegyek és a fogantyúk közötti ponton voltak összekötve. Ennek a kialakításnak a korai feltalálása ellenére, amelyet még mindig szinte minden modern ollóban használnak,a tavaszi ollókat Európában a tizenhatodik századig használták.
a középkorban és a reneszánszban a tavaszi ollókat vasból vagy acélból készült rudak melegítésével készítették, majd egy üllőn lapátokká simították és formázták a végeit. A rúd közepét felmelegítették, meghajlították a rugó kialakításához, majd lehűtötték, majd újra felmelegítették, hogy rugalmas legyen. A forgatható ollókat csak 1761-ben gyártották nagy számban, amikor Robert Hinchliffe nak, – nek Sheffield, Anglia, öntött acélt kezdett használni gyártásukhoz. Az öntött acélt, amelyet akkoriban a szintén Sheffieldi Benjamin Huntsman talált fel, úgy készítették, hogy acélt olvasztottak agyagtégelyekbe, majd öntőformákba öntötték. Ez egyenletesebb acélt eredményezett, kevesebb szennyeződéssel.
a tizenkilencedik század folyamán az ollókat kézzel kovácsolták, gondosan díszített fogantyúkkal. Úgy készültek, hogy acélt kalapáltak a behúzott felületeken, amelyeket főnököknek neveznek, hogy kialakítsák a pengéket. A fogantyúk gyűrűit, az úgynevezett íjakat úgy készítették, hogy lyukat ütöttek az acélba, majd az üllő hegyes végével megnövelték.
a huszadik század elejére az olló kialakítását egyszerűsítették a gépesített gyártás befogadására. Ehelyett
teljes egészében kézzel kovácsolták, a pengéket és a fogantyúkat ejtőkalapácsokkal alakították ki. Gőzzel működtetve ezek a nagy, nehéz eszközök szerszámokat használnak az olló acélrudakból történő alakításához. A cseppkalapácsok Modern változatait ma is használják olló gyártására.
nyersanyagok
az olló általában acélból készül. Néhány speciális célra használt olló más fémötvözetekből készül. A kordit (a zsineghez hasonló robbanásveszélyes anyag) vágására használt olló nem okozhat szikrát. A mágnesszalag vágására használt olló nem zavarhatja a mágnesességet.
az acél ollók két alapvető formában léteznek. A szénacélt olyan ollók készítésére használják, amelyekben a penge és a fogantyú egy folytonos darabot alkot. A szénacél vasból és körülbelül 1% szénből készül. Előnye, hogy erős és éles marad. A szénacélból készült ollókat általában nikkellel vagy krómmal vonják be, hogy megakadályozzák a rozsdásodást.
rozsdamentes acélból ollót készítenek, amelyben műanyag fogantyú van felszerelve a fém pengére. A rozsdamentes acélt

vasból, körülbelül 1% szénből és legalább 10% krómból gyártják. Előnye, hogy könnyű és rozsdamentes. A rozsdamentes acél olló fogantyúi erős, könnyű anyagból készülnek, például ABS (akrilnitril-butadién-sztirol) műanyagból.
a gyártási folyamat
a vakok készítése
- 1 mielőtt élesítenék és rögzítenék őket, az olló két felét üresnek nevezik. A vaklap egy pengéből és egy darabból álló fogantyúból állhat, vagy csak a pengéből állhat. Az utóbbi esetben egy fém fogantyút hegesztenek a pengéhez, vagy egy műanyag fogantyút rögzítenek hozzá.
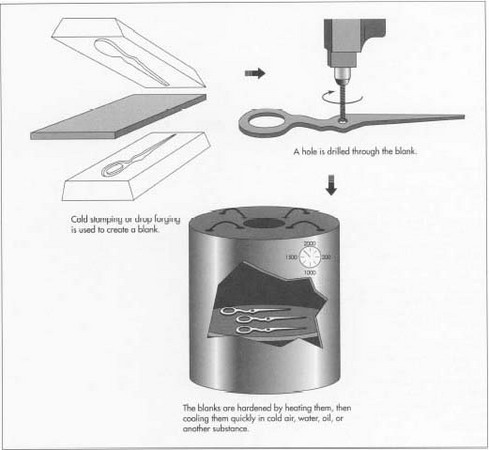
- 2 olcsó ollók készülhetnek hideg sajtolással kialakított nyersdarabokból. Ebben a folyamatban az üres alakú éles szerszámot fűtetlen acéllemezbe bélyegzik. A szerszám átvágja az acélt, hogy az üres legyen.
- 3 üres is készíthető öntéssel. O olvadt acélt öntünk egy öntőformába az üres alakban. Az acél szilárd anyaggá hűl vissza, és a vakot eltávolítják.
- 4 a legtöbb minőségi olló csepp kovácsolással kialakított nyersdarabokból készül. A hideg sajtoláshoz hasonlóan ez a folyamat magában foglalja az üres lapok formázását. Ez a szerszám, cseppkalapácsként ismert, egy vörös forró acélrúdba Font, hogy az üres legyen. A cseppkalapács nyomása szintén erősíti az acélt.
a vakok feldolgozása
- 5 az üres részeket a megfelelő alakra vágják a felesleges fém levágásával. Egy lyukat fúrnak az üresen. Ez a lyuk később lehetővé teszi, hogy két befejezett pengét egymáshoz rögzítsenek.
- 6 a levágott nyersdarabokat melegítéssel megkeményítik, majd hideg levegőben, vízben, olajban vagy más anyagban gyorsan lehűtik. A hőmérséklet, amelyre melegítik őket, és a közeg, amelyben lehűtik, az acél típusától és a penge kívánt tulajdonságaitól függően változik.
- 7 a megkeményedett nyersdarabokat ismét felmelegítjük, és hagyjuk lassan lehűlni a levegőben. Ez a második melegítés, amelyet temperálásnak neveznek, egyenletes keménységet ad a vaknak. Ha egy olló pengéinek nem volt egyenletes keménysége, akkor az egyik penge keményebb helyei hamarosan elhasználják a másik penge lágyabb helyeit.
- 8 az ismételt melegítés és hűtés hatására a vakok elhajlanak. Egy üllőre helyezve kiegyenesítik őket, és kalapáccsal könnyedén megérintik őket. Ezt a folyamatot peeningnek nevezik.
csiszolás és polírozás
- 9 a vakot egy pengébe őröljük úgy, hogy az élét egy gyorsan mozgó csiszolószalagra vagy csiszolókorongra helyezzük. Az öv vagy a kerék felületét csiszolóanyag apró részecskéi borítják, ugyanúgy működnek, mint a csiszolópapír. A kemény csiszolóanyag annyi acélt őröl el, hogy éles szélt képezzen. E folyamat során a pengét vízzel vagy különféle, vágófolyadékként ismert folyadékokkal hűtik, hogy megakadályozzák a felmelegedést és a vetemedést. Az élesített pengét ezután hasonló módon csiszolják övek vagy kerekek segítségével, amelyek sokkal kisebb csiszolószemcséket tartalmaznak.
a fogantyúk készítése
- 10 sok olló esetében a fogantyúk i 0 / a kezdetektől fogva az üres rész részeként vannak kialakítva. Ha nem, akkor készülhetnek fémötvözetből vagy műanyagból. Ha fémek, akkor ugyanúgy készülnek, mint az üresek, majd hegesztik őket. Ha műanyag, akkor fröccsöntéssel készülnek. Ebben a folyamatban az olvadt műanyagot nyomás alatt a fogantyúk alakú formába kényszerítik. Hagyjuk lehűlni, és a formát kinyitjuk a fogantyúk eltávolításához. A fogantyúk üreges réseket tartalmaznak, amelyekbe az üresek vége beilleszthető. Erős ragasztót használnak a fogantyú szilárd rögzítéséhez.
az olló összeszerelése
- 11 két polírozott pengét egy szegecs vagy csavar rögzíti egymáshoz az előzőleg fúrt lyukakon keresztül. A szegecseket, amelyeket a fogyasztó nem tud beállítani, olcsóbb ollók készítésére használják. Az állítható csavarokat drágább ollókban használják.
- 12 az ollót úgy állítják be, hogy biztosítsa. hogy a két penge megfelelően működjön együtt. Ezeket nikkellel vagy krómmal lehet festeni vagy bevonni, hogy megvédjék őket a rozsdától. Az ollókat ellenőrzik a hibák szempontjából, a csavart vagy a szegecset kenik, az ollókat pedig a fogyasztóknak történő szállításhoz csomagolják.
minőségellenőrzés
az ollók minőségellenőrzésének legfontosabb szempontja a két penge megfelelő beállítása. Annak érdekében, hogy az olló simán vágódjon, a pengéknek csak két ponton kell találkozniuk. Ez a két pont a forgási pont (az a pont, ahol a szegecs vagy csavar összeköti a pengéket) és a vágási pont. A vágási pont az elforduláson túlról a hegyre mozog, amikor az olló zárva van. A pengék nem találkozhatnak más pontokon azáltal, hogy a gyártás során egy kis vízszintes és függőleges görbét biztosítanak egymástól.
annak biztosítása érdekében, hogy a pengék megfelelően illeszkedjenek, a lyukakat a megfelelő helyzet tízezred hüvelyk (körülbelül egy milliméter négyszázad része) belül kell fúrni. A pengék helyzetét vizuálisan ellenőrizzük, hogy a pengék egyenletesen találkoznak-e. Ha nem, akkor az egyik penge egy része átfedi a másikat. Ezt a hibát szárnynak nevezik. A tippeket is megvizsgálják annak biztosítása érdekében, hogy egyenletesen találkozzanak, köztük rés vagy átfedés nélkül.
mivel még az unalmas ollók is képesek megfelelően vágni a papírt, a minőségi ollókat kemény szintetikus szöveteken tesztelik. Az élességet úgy tesztelik, hogy megbizonyosodnak arról, hogy a pengék levágják-e az anyagot, nem pedig elszakítják. A szilárdságot több szövetréteg átvágásával tesztelik. A pengéknek állandó nyomással kell rendelkezniük a vágás során.
a fogyasztó felelős az olló minőségének fenntartásáért. Az ollót csak azoknak az anyagoknak a vágására szabad használni, amelyekre tervezték. Rendszeresen olajozni és élesíteni kell őket, és a csavart szükség szerint be kell állítani. Az ollót zárt helyzetben kell tárolni. Az ollók nyitott helyzetben történő beállítása a tompa pengék leggyakoribb oka.
a jövő
bár az olló évszázadok óta szabványos formában maradt, a legújabb innovációk megváltoztathatják ennek a közönséges háztartási eszköznek a megjelenését. Kerek, gördülő pengékkel ellátott ollókat terveztek. A cirkónium-oxidból készült kerámiákat rendkívül erős, rozsdamentes pengékkel ellátott ollók gyártására használják, amelyek soha nem igényelnek élezést.
hol lehet többet megtudni
folyóiratok
“olló és olló.”Fogyasztói jelentések, 1992. október, 672-677.
Werner, Karen Flake. “Vágás ollóval: három lépés a könnyű vágáshoz.”Szülők magazin, 1996. január, 137-138.
Egyéb
Allison, John. “A minőségi olló anatómiája.”Kés Csatlakozás. Május 30, 1996. http://www.knife.com/news/scissor.htm(július 14, 1997).
— Rose Secrest