Bakgrunn
Saks er skjæreinstrumenter som består av et par metallblader koblet på en slik måte at bladene møtes og kutter materialer plassert mellom dem når håndtakene bringes sammen. Ordet saks brukes til å beskrive større instrumenter av samme type. Saks har som regel blader mindre enn 6 i (15 cm) lange og har vanligvis håndtak med fingerhull av samme størrelse. Saks har kniver som er lengre enn 6 i (15 cm) og har ofte et lite håndtak med et hull som passer til tommelen og et stort håndtak med et hull som passer til to eller flere fingre.
Saks og saks finnes i en rekke former avhengig av deres tiltenkte bruk. Barnas saks, som bare brukes på papir, har kjedelige kniver for å sikre sikkerhet. Saks som brukes til å kutte hår eller stoff må være mye skarpere. De største saksene brukes til å kutte metall eller trimme busker og må ha veldig sterke kniver.
Spesialiserte saks inkluderer sy saks, som ofte har en skarp spiss og en sløv punkt for intrikate skjæring av stoff, og spiker saks, som har buede kniver for å kutte negler og tånegler. Spesielle typer saks inkluderer pinking saks, som har hakk kniver som kutter klut for å gi den en bølgete kant, og tynning saks, som har tenner som tynt hår i stedet for å trimme den.
de tidligste saksene som er kjent for å eksistere, dukket opp i Midtøsten for rundt 3000 eller 4000 år siden og var kjent som vårsaks. De besto av to bronseblader koblet på håndtakene av en tynn, buet stripe av bronse. Denne stripen tjente til å bringe bladene sammen når de klemmes og å trekke dem fra hverandre når de slippes ut. Stålsaks av lignende design brukes fortsatt til å kutte ull fra sauer.
Pivoted saks av bronse eller jern, der bladene ble koblet på et punkt mellom spissene og håndtakene, ble brukt i det gamle Roma, Kina, Japan og Korea. Til tross for den tidlige oppfinnelsen av dette designet, som fortsatt brukes i nesten alle moderne saks, fortsatte vårsaks å bli brukt i Europa til det sekstende århundre.
i Løpet av Middelalderen og Renessansen ble vårsaks laget ved å varme opp en bar av jern eller stål, deretter flate og forme endene til kniver på en ambolt. Senteret av baren ble oppvarmet, bøyd for å danne våren, deretter avkjølt og oppvarmet for å gjøre den fleksibel. Dreiesaks ble ikke produsert i stort antall før 1761, Da Robert Hinchliffe Av Sheffield, England, begynte å bruke støpt stål for å gjøre dem. Støpt stål, nylig oppfunnet på den tiden Av Benjamin Huntsman, Også Av Sheffield, ble gjort ved å smelte stål i leire digler og helle den i former. Dette resulterte i et mer ensartet stål med færre urenheter.
i løpet av det nittende århundre, saks ble hånd-smidd med kunstferdig dekorerte håndtak. De ble laget ved å hamre stål på innrykkede overflater kjent som sjefer for å danne bladene. Ringene i håndtakene, kjent som buer, ble laget ved å slå et hull i stålet og forstørre det med den spisse enden av en ambolt.
ved begynnelsen av det tjuende århundre ble saks forenklet i design for å imøtekomme mekanisert produksjon. I stedet
for å bli smidd helt for hånd, ble kniver og håndtak nå dannet ved hjelp av dråpehammere. Drevet av damp, brukte disse store, tunge enhetene dør for å forme saksene fra stålstenger. Moderne versjoner av dråpehammere brukes fortsatt til å produsere saks i dag.
Råvarer
Saks er vanligvis laget av stål. Noen saks som brukes til spesielle formål er laget av andre metalllegeringer. Saks som brukes til å kutte cordite (et eksplosivt stoff som ligner garn) må ikke produsere gnister. Saks som brukes til å kutte magnetbånd må ikke forstyrre magnetisme.
Stål saks finnes i to grunnleggende former. Karbonstål brukes til å lage saks hvor bladet og håndtaket danner et kontinuerlig stykke. Karbonstål er produsert av jern og ca 1% karbon. Det har fordelene av å være sterk og bor skarp. Saks laget av karbonstål er vanligvis belagt med nikkel eller krom for å hindre at de ruster.
Rustfritt stål brukes til å lage saks der et plasthåndtak er montert på metallbladet. Rustfritt stål er produsert av

jern, ca 1% karbon og minst 10% krom. Det har fordelene ved å være lett og rustfri. Håndtakene av rustfritt stål saks er laget av en sterk, lett substans som ABS (akrylonitril-butadien-styren) plast.
Produksjonsprosessen
Å Lage blankene
- 1 Før de skjerpes og festes, er de to halvdelene av et saks kjent som emner. En blank kan bestå av et blad og et håndtak i ett stykke, eller det kan bestå av bare bladet. I sistnevnte tilfelle vil et metallhåndtak sveises til bladet eller et plasthåndtak festes til det.
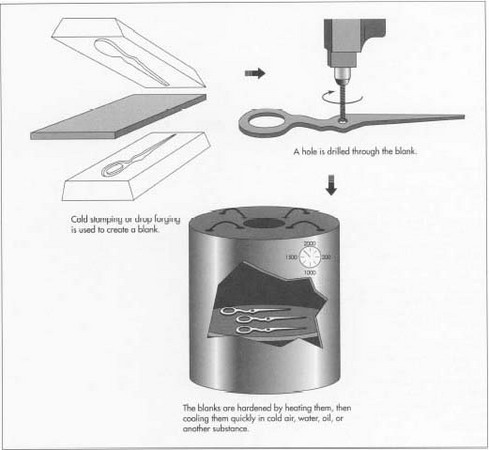
- 2 Billig saks kan være laget av emner dannet av kald stempling. I denne prosessen er en skarp dør i form av blankt stemplet inn i et ark med uoppvarmet stål. Dysen skjærer gjennom stålet for å danne blankt.
- 3 Emner kan også gjøres ved støping. O Smeltet stål helles i en form i form av blankt. Stålet kjøler seg tilbake til et fast stoff og emnet fjernes.
- 4 mest kvalitet saks er laget av emner dannet av dråpe smiing. Som kald stempling innebærer denne prosessen å forme blankene med en dør. Dette dør, kjent som en dråpe hammer, pounds i en bar av rødglødende stål for å danne blank. Trykket på dråpehammeren styrker også stålet.
Behandler blankene
- 5 blankene er trimmet til riktig form ved å kutte bort overflødig metall. Et hull bores gjennom blankt. Dette hullet vil senere tillate at to ferdige kniver festes til hverandre.
- 6 de trimmede emnene herdes ved å varme dem opp og deretter kjøle dem raskt i kald luft, vann, olje eller et annet stoff. Temperaturen de oppvarmes til og mediet de avkjøles i, varierer avhengig av hvilken type stål de er laget av og bladets ønskede egenskaper.
- 7 de herdede emner oppvarmes igjen og får avkjøles sakte i luft. Denne andre oppvarmingen, kjent som temperering, gir blankt en jevn hardhet. Hvis bladene på et saks ikke hadde jevn hardhet, ville de vanskeligere stedene på ett blad snart slites ut de mykere stedene på det andre bladet.
- 8 den gjentatte oppvarmingen og kjølingen får blankene til å fordreie. De er rettet ved å bli plassert på en ambolt og lett tappet med en hammer. Denne prosessen er kjent som peening.
Sliping og polering
- 9 emnet er malt inn i et blad ved å påføre kanten på et raskt bevegelig slipebånd eller slipeskive. Overflaten på beltet eller hjulet er dekket med små partikler av et slipemiddel og fungerer på samme måte som sandpapir. Det harde slipemiddelet sliper bort nok stål til å danne en skarp kant. Under denne prosessen blir bladet avkjølt med vann eller forskjellige væsker kjent som skjærevæsker for å hindre at det oppvarmes og vrides. Det skarpe bladet blir så polert på lignende måte ved hjelp av belter eller hjul, som inneholder mye mindre partikler av slipemiddel.
Gjør håndtakene
- 10 for mange saks, handtakene er jeg 0 / dannet fra starten som en del av blankt. Hvis ikke, kan de være laget av metalllegering eller plast. Hvis de er metall, blir de laget på samme måte som blankene og deretter sveiset til dem. Hvis de er plast, er de laget av sprøytestøping. I denne prosessen presses smeltet plast under trykk inn i en form i form av håndtakene. Det får avkjøles og formen åpnes for å fjerne håndtakene. Håndtakene inneholder hule spor i hvilke enden av blankene kan settes inn. Et sterkt lim brukes til å holde håndtaket fast festet.
Montering av saksen
- 11 To polerte kniver er festet til hverandre med en nitte eller skrue gjennom de tidligere borede hullene. Nitter, som ikke kan justeres av forbrukeren, brukes til å lage billigere saks. Justerbare skruer brukes i dyrere saks.
- 12 saksene er justert for å sikre. at de to bladene fungerer sammen riktig. De kan være malt eller belagt med nikkel eller krom for å beskytte dem mot rust. Saksene er inspisert for feil, skruen eller nitten smøres, og saksene er pakket inn for frakt til forbrukere.
Kvalitetskontroll
det viktigste aspektet av kvalitetskontroll for saks er riktig justering av de to bladene. For at saksene skal kutte jevnt, må bladene bare møtes på to punkter. Disse to punktene er svivelen (punktet hvor nitten eller skruen forbinder bladene) og skjærepunktet. Klippepunktet beveger seg fra like utenfor svivelen til spissen når saksene er stengt. Bladene er forhindret fra å møte på andre punkter ved å gi dem en liten horisontal og vertikal kurve fra hverandre under produksjon.
for å sikre at bladene møtes riktig, må hullene bores til en ti tusen av en tomme (omtrent en fire hundre av en millimeter) av riktig posisjon. Plasseringen av bladene er inspisert visuelt for å se om bladene møtes jevnt. Hvis ikke, vil en del av ett blad overlappe den andre. Denne feilen er kjent som en vinge. Tipsene er også inspisert for å sikre at de møtes jevnt, uten mellomrom mellom dem eller overlapping.
fordi selv kjedelig saks er i stand til å kutte papir tilstrekkelig, kvalitet saks er testet på tøffe syntetiske stoffer. Skarpheten testes ved å sørge for at bladene kutter stoffet i stedet for å rive det. Styrken testes ved å skjære gjennom flere lag med stoff. Bladene skal komme sammen med et konstant trykk under kutting.
forbrukeren er ansvarlig for å opprettholde saksens kvalitet. Saks skal bare brukes til å kutte materialene de ble designet for. De bør oljeres og skjerpes regelmessig, og skruen bør justeres etter behov. Saks skal lagres i lukket stilling. Å sette saks i åpen stilling er den vanligste årsaken til kjedelige kniver.
Fremtiden
selv om saks har vært i standardform i hundrevis av år, kan nyere innovasjoner endre utseendet på dette vanlige husholdningsverktøyet. Saks med runde, rullende kniver er designet. Keramikk laget av zirkoniumoksid har blitt brukt til å produsere saks med kniver som er ekstremt sterke, rustfrie, og som aldri trenger sliping.
Hvor Du Kan Lære Mer
Tidsskrifter
«Saks og Saks.»Consumer Reports, oktober 1992, s. 672-677.
Werner, Karen Flake. «Kutting Med Saks: Tre Trinn For Enkel Snipping.»Foreldre Magazine, januar 1996, s. 137-138.
Annet
Allison, John. «Anatomien Av Kvalitet Saks.»Knivforbindelse. 30. mai 1996. http://www.knife.com/news/scissor.htm (14. juli 1997).
— Rose Secrest