context
foarfecele sunt instrumente de tăiere constând dintr-o pereche de lame metalice conectate astfel încât lamele să se întâlnească și să taie materiale plasate între ele atunci când mânerele sunt reunite. Cuvântul foarfece este folosit pentru a descrie instrumente mai mari de același fel. Ca regulă generală, foarfecele au lame mai mici de 6 in (15 cm) lungime și au de obicei mânere cu găuri pentru degete de aceeași dimensiune. Foarfecele au lame mai lungi de 6 in (15 cm) și au adesea un mâner mic cu o gaură care se potrivește degetului mare și un mâner mare cu o gaură care se va potrivi cu două sau mai multe degete.
foarfecele și foarfecele există într-o mare varietate de forme, în funcție de utilizările preconizate. Foarfecele pentru copii, folosite numai pe hârtie, au lame plictisitoare pentru a asigura siguranța. Foarfecele folosite pentru tăierea părului sau a țesăturii trebuie să fie mult mai clare. Cele mai mari foarfece sunt folosite pentru tăierea metalului sau pentru tăierea arbuștilor și trebuie să aibă lame foarte puternice.
foarfecele specializate includ foarfece de cusut, care au adesea un punct ascuțit și un punct contondent pentru tăierea complicată a țesăturii și foarfece de unghii, care au lame curbate pentru tăierea unghiilor și a unghiilor de la picioare. Tipuri speciale de foarfece includ pinking foarfece, care au crestate lame care taie pânză pentru a da o margine ondulată, și subțierea foarfece, care au dinți care părul subțire, mai degrabă decât tăiați-l.
cele mai vechi foarfece cunoscute a exista au apărut în Orientul Mijlociu cu aproximativ 3.000 sau 4.000 de ani în urmă și au fost cunoscute sub numele de foarfece de primăvară. Acestea constau din două lame de bronz conectate la mânere printr-o bandă subțire, curbată de bronz. Această bandă a servit pentru a aduce lamele împreună atunci când sunt stoarse și pentru a le îndepărta atunci când sunt eliberate. Foarfecele de oțel cu un design similar sunt încă folosite pentru tăierea lânii de la oi.
foarfecele pivotate din bronz sau fier, în care lamele erau conectate într-un punct între vârfuri și mânere, au fost folosite în Roma antică, China, Japonia și Coreea. În ciuda invenției timpurii a acestui design, încă folosit în aproape toate foarfecele moderne, foarfecele de primăvară au continuat să fie folosite în Europa până în secolul al XVI-lea.
în Evul Mediu și Renaștere, foarfecele de primăvară au fost făcute prin încălzirea unei bare de fier sau oțel, apoi aplatizarea și modelarea capetelor sale în lame pe o nicovală. Centrul barei a fost încălzit, îndoit pentru a forma arcul, apoi răcit și reîncălzit pentru al face flexibil. Foarfecele pivotate nu au fost fabricate în număr mare până în 1761, când Robert Hinchliffe din Sheffield, Anglia, a început să folosească oțel turnat pentru a le face. Oțelul turnat, inventat recent la acea vreme de Benjamin Huntsman, tot din Sheffield, a fost realizat prin topirea oțelului în creuzete de lut și turnarea acestuia în matrițe. Acest lucru a dus la un oțel mai uniform, cu mai puține impurități.
în secolul al XIX-lea, foarfecele au fost forjate manual cu mânere decorate elaborat. Au fost realizate prin ciocanirea oțelului pe suprafețe indentate cunoscute sub numele de șefi pentru a forma lamele. Inelele din mânere, cunoscute sub numele de arcuri, au fost realizate prin perforarea unei găuri în oțel și mărirea acesteia cu capătul ascuțit al unei nicovale.
până la începutul secolului al XX-lea, foarfecele au fost simplificate în proiectare pentru a găzdui producția mecanizată. În schimb
de a fi forjate în întregime de mână, lame și mânere au fost acum formate prin utilizarea ciocane picătură. Alimentate cu abur, aceste dispozitive mari și grele au folosit matrițe pentru a modela foarfecele din bare de oțel. Versiunile moderne ale ciocanelor sunt încă folosite pentru fabricarea foarfecelor astăzi.
materiile prime
foarfecele sunt de obicei fabricate din oțel. Unele foarfece utilizate în scopuri speciale sunt fabricate din alte aliaje metalice. Foarfecele folosite pentru tăierea corditei (o substanță explozivă asemănătoare firului) nu trebuie să producă scântei. Foarfecele folosite pentru tăierea benzii magnetice nu trebuie să interfereze cu magnetismul.
foarfecele de oțel există în două forme de bază. Oțelul Carbon este utilizat pentru a face foarfece în care lama și mânerul formează o bucată continuă. Oțelul Carbon este fabricat din fier și aproximativ 1% carbon. Are avantajele de a fi puternic și de a rămâne ascuțit. Foarfecele din oțel carbon sunt de obicei placate cu nichel sau crom pentru a preveni ruginirea acestora.
oțelul inoxidabil este utilizat pentru a face foarfece în care un mâner din plastic este montat pe lama metalică. Oțelul inoxidabil este fabricat din

fier, aproximativ 1% carbon și cel puțin 10% crom. Are avantajele de a fi ușor și rezistent la rugină. Mânerele foarfecelor din oțel inoxidabil sunt fabricate dintr-o substanță puternică, ușoară, cum ar fi plasticul ABS (acrilonitril-butadien-stiren).
procesul de fabricație
realizarea semifabricatelor
- 1 înainte de a fi ascuțite și atașate, cele două jumătăți ale unei foarfece sunt cunoscute sub numele de semifabricate. Un martor poate consta dintr-o lamă și un mâner dintr-o singură bucată sau poate consta doar din lamă. În acest din urmă caz, un mâner metalic va fi sudat pe lamă sau un mâner din plastic va fi atașat la acesta.
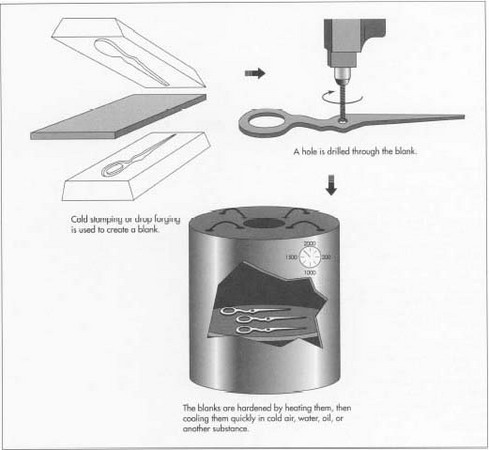
- 2 foarfecele ieftine pot fi fabricate din semifabricate formate prin ștanțare la rece. În acest proces, o matriță ascuțită în formă de semifabricat este ștampilată într-o foaie de oțel neîncălzit. Matrița taie oțelul pentru a forma martorul.
- 3 semifabricatele pot fi, de asemenea, realizate prin turnare. O oțelul topit este turnat într-o matriță în formă de semifabricat. Oțelul se răcește înapoi într-un solid și martorul este îndepărtat.
- 4 cele mai multe foarfece de calitate sunt realizate din semifabricate formate prin forjare prin picătură. La fel ca ștanțarea la rece, acest proces implică modelarea semifabricatelor cu o matriță. Această matriță, cunoscută sub numele de ciocan, lovește într-o bară de oțel roșu-fierbinte pentru a forma martorul. Presiunea ciocanului de cădere întărește și oțelul.
prelucrarea semifabricatelor
- 5 semifabricatele sunt tăiate la forma corectă prin tăierea excesului de metal. O gaură este forată prin martor. Această gaură va permite ulterior atașarea a două lame completate una de cealaltă.
- 6 semifabricatele tăiate sunt întărite încălzindu-le, apoi răcindu-le rapid în aer rece, apă, ulei sau altă substanță. Temperatura la care sunt încălzite și mediul în care sunt răcite variază în funcție de tipul de oțel din care sunt fabricate și de caracteristicile dorite ale lamei.
- 7 semifabricatele întărite sunt încălzite din nou și lăsate să se răcească încet în aer. Această a doua încălzire, cunoscută sub numele de temperare, conferă semifabricatului o duritate uniformă. Dacă lamele unei foarfece nu aveau o duritate uniformă, locurile mai dure de pe o lamă s-ar uza în curând locurile mai moi de pe cealaltă lamă.
- 8 încălzirea și răcirea repetate determină deformarea semifabricatelor. Ele sunt îndreptate prin a fi așezate pe o nicovală și ușor lovite cu un ciocan. Acest proces este cunoscut sub numele de peening.
șlefuire și lustruire
- 9 semifabricatul este măcinat într-o lamă prin aplicarea marginii pe o centură de șlefuire sau pe o roată abrazivă în mișcare rapidă. Suprafața centurii sau a roții este acoperită cu particule mici de substanță abrazivă și funcționează în același mod ca șmirghelul. Abrazivul dur macină suficient oțel pentru a forma o margine ascuțită. În timpul acestui proces, lama este răcită cu apă sau diverse lichide cunoscute sub numele de fluide de tăiere pentru a preveni încălzirea și deformarea acesteia. Lama ascuțită este apoi lustruită într-o manieră similară folosind curele sau roți, conținând particule mult mai mici de abraziv.
realizarea mânerelor
- 10 pentru multe foarfece, mânerele sunt eu 0 / format de la început ca parte a semifabricatului. Dacă nu, acestea pot fi realizate dintr-un aliaj metalic sau din plastic. Dacă sunt metalice, ele sunt realizate în același mod ca și semifabricatele și apoi sudate la ele. Dacă sunt din plastic, ele sunt realizate prin turnare prin injecție. În acest proces, plasticul topit este forțat sub presiune într-o matriță în formă de mânere. Se lasă să se răcească și matrița este deschisă pentru a scoate mânerele. Mânerele conțin fante goale în care se poate introduce capătul semifabricatelor. Un adeziv puternic este utilizat pentru a menține mânerul ferm atașat.
asamblarea foarfecelor
- 11 două lame lustruite sunt atașate una de cealaltă printr-un nit sau șurub prin găurile forate anterior. Niturile, care nu pot fi ajustate de consumator, sunt folosite pentru a face foarfece mai puțin costisitoare. Șuruburile reglabile sunt utilizate în foarfece mai costisitoare.
- 12 foarfecele sunt ajustate pentru a se asigura. că cele două lame funcționează corect împreună. Acestea pot fi vopsite sau placate cu nichel sau crom pentru a le proteja de rugină. Foarfecele sunt inspectate pentru defecte, șurubul sau nitul este lubrifiat, iar foarfecele sunt înfășurate pentru transportul către consumatori.
controlul calității
cel mai important aspect al controlului calității pentru foarfece este alinierea corectă a celor două lame. Pentru ca foarfecele să taie fără probleme, lamele trebuie să se întâlnească numai în două puncte. Aceste două puncte sunt pivotul (punctul în care nitul sau șurubul conectează lamele) și punctul de tăiere. Punctul de tăiere se deplasează de dincolo de pivotare până la vârf, pe măsură ce foarfecele sunt închise. Lamele sunt împiedicate să se întâlnească în orice alte puncte, oferindu-le o ușoară curbă orizontală și verticală una de cealaltă în timpul fabricării.
pentru a se asigura că lamele se întâlnesc corect, găurile trebuie să fie forate la o zecime de miime de centimetru (aproximativ o Patru sutime de milimetru) din poziția corectă. Poziția lamelor este inspectată vizual pentru a vedea dacă lamele se întâlnesc uniform. Dacă nu, o porțiune a unei lame se va suprapune celeilalte. Acest defect este cunoscut sub numele de aripă. Sfaturile sunt, de asemenea, inspectate pentru a se asigura că se întâlnesc uniform, fără un decalaj între ele sau orice suprapunere.
deoarece chiar și foarfecele plictisitoare sunt capabile să taie hârtia în mod adecvat, foarfecele de calitate sunt testate pe țesături sintetice dure. Claritatea este testată asigurându-vă că lamele taie țesătura, mai degrabă decât să o rupă. Rezistența este testată prin tăierea prin mai multe straturi de țesătură. Lamele trebuie să vină împreună cu o presiune constantă în timpul tăierii.
consumatorul este responsabil pentru menținerea calității foarfecelor. Foarfecele trebuie utilizate numai pentru tăierea materialelor pentru care au fost proiectate. Acestea trebuie lubrifiate și ascuțite în mod regulat, iar șurubul trebuie reglat după cum este necesar. Foarfecele trebuie depozitate într-o poziție închisă. Setarea foarfecelor într-o poziție deschisă este cea mai frecventă cauză a lamelor plictisitoare.
viitorul
deși foarfecele au rămas într-o formă standard de sute de ani, inovațiile recente pot schimba aspectul acestui instrument obișnuit de uz casnic. Au fost proiectate foarfece cu lame rotunde, rulante. Ceramica din oxid de zirconiu a fost folosită pentru fabricarea foarfecelor cu lame extrem de puternice, rezistente la rugină și care nu au nevoie niciodată de ascuțire.
unde să aflați mai multe
periodice
„foarfece și foarfece.”Consumer Reports, octombrie 1992, pp. 672-677.
Werner, Karen Flake. „Tăierea cu foarfece: trei pași pentru a tăia ușor.”Revista părinților, ianuarie 1996, pp.137-138.
Altele
Allison, John. „Anatomia foarfecelor de calitate.”Conexiune Cuțit. 30 mai 1996. http://www.knife.com/news/scissor.htm(14 iulie 1997).
— Rose Secrest