Bakgrund
saxar är skärinstrument som består av ett par metallblad som är anslutna på ett sådant sätt att knivarna möts och skär material placerade mellan dem när handtagen sätts ihop. Ordet saxar används för att beskriva större instrument av samma slag. Som en allmän regel har saxar blad mindre än 6 tum (15 cm) långa och har vanligtvis handtag med fingerhål i samma storlek. Saxar har blad längre än 6 tum (15 cm) och har ofta ett litet handtag med ett hål som passar tummen och ett stort handtag med ett hål som passar två eller flera fingrar.
saxar och saxar finns i en mängd olika former beroende på deras avsedda användningsområden. Barnens sax, som endast används på papper, har tråkiga blad för att säkerställa säkerheten. Saxar som används för att klippa hår eller tyg måste vara mycket skarpare. De största saxen används för att skära metall eller att trimma buskar och måste ha mycket starka blad.
specialiserade saxar inkluderar sysaxar, som ofta har en skarp punkt och en trubbig punkt för invecklad skärning av tyg, och nagelsaxar, som har böjda blad för att skära naglar och tånaglar. Speciella typer av saxar inkluderar rosa saxar, som har skårade blad som skär tyg för att ge den en vågig kant, och tunnare saxar, som har tänder som tunt hår snarare än att trimma det.
de tidigaste saxar som man visste fanns dök upp i Mellanöstern för cirka 3000 eller 4000 år sedan och var kända som vårsaxar. De bestod av två bronsblad anslutna vid handtagen med en tunn, krökt remsa av brons. Denna remsa tjänade till att föra samman bladen när de pressades och dra isär dem när de släpptes. Stålskjuvar av liknande design används fortfarande för att skära ull från får.
svängbara saxar av brons eller järn, där knivarna var anslutna vid en punkt mellan spetsarna och handtagen, användes i antika Rom, Kina, Japan och Korea. Trots den tidiga uppfinningen av denna design, som fortfarande används i nästan alla moderna saxar, fortsatte vårsaxen att användas i Europa fram till sextonde århundradet.
under medeltiden och renässansen gjordes vårsaxar genom att värma en stång av järn eller stål, sedan platta och forma ändarna till blad på ett städ. Mitten av baren värmdes, böjdes för att bilda fjädern, kyldes sedan och uppvärmdes för att göra den flexibel. Svängbara saxar tillverkades inte i stort antal förrän 1761, då Robert Hinchliffe från Sheffield, England, började använda gjutstål för att göra dem. Gjutstål, som nyligen uppfanns vid den tiden av Benjamin Huntsman, också av Sheffield, gjordes genom att smälta stål i lerkärl och hälla det i formar. Detta resulterade i ett mer enhetligt stål med färre föroreningar.
under artonhundratalet, Sax var handsmidda med omsorgsfullt inredda handtag. De gjordes genom att hamra stål på indragna ytor som kallas bossar för att bilda bladen. Ringarna i handtagen, kända som bågar, gjordes genom att stansa ett hål i stålet och förstora det med den spetsiga änden av ett städ.
i början av det tjugonde århundradet förenklades saxar i design för att rymma mekaniserad produktion. Istället
för att smidas helt för hand bildades nu blad och handtag med hjälp av dropphammare. Drivs av ånga, dessa stora, tunga enheter som används dör för att forma saxen från stänger av stål. Moderna versioner av dropphammare används fortfarande för att tillverka sax idag.
råmaterial
saxar är vanligtvis gjorda av stål. Vissa saxar som används för speciella ändamål är gjorda av andra metalllegeringar. Saxar som används för att skära kordit (ett explosivt ämne som liknar garn) får inte ge gnistor. Saxar som används för att skära magnetband får inte störa magnetismen.
stål sax finns i två grundläggande former. Kolstål används för att göra sax där bladet och handtaget bildar en kontinuerlig bit. Kolstål tillverkas av järn och ca 1% kol. Det har fördelarna med att vara stark och hålla sig skarp. Saxar gjorda av kolstål är vanligtvis pläterade med nickel eller krom för att förhindra att de rostar.
rostfritt stål används för att göra sax där ett plasthandtag är monterat på metallbladet. Rostfritt stål är tillverkat av

järn, cirka 1% kol och minst 10% krom. Det har fördelarna med att vara lätt och rostsäker. Handtagen av saxar av rostfritt stål är gjorda av en stark, lätt substans som ABS (akrylnitril-butadien-styren) plast.
tillverkningsprocessen
göra ämnena
- 1 innan de skärps och fästs är de två halvorna av ett sax kända som ämnen. Ett ämne kan bestå av ett blad och ett handtag i ett stycke eller det kan bestå av endast bladet. I det senare fallet kommer ett metallhandtag att svetsas till bladet eller ett plasthandtag kommer att fästas på det.
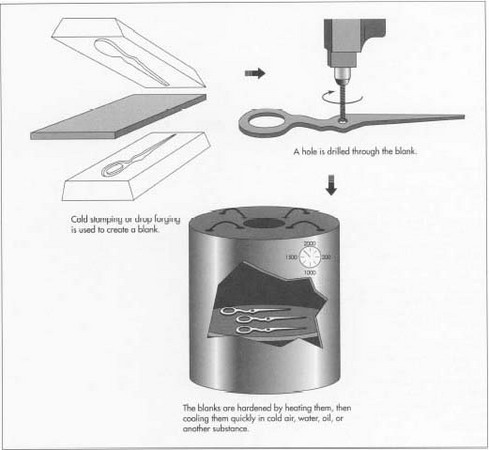
- 2 billiga saxar kan tillverkas av ämnen som bildas genom kallstämpling. I denna process stämplas en skarp form i form av ämnet i ett ark av ouppvärmt stål. Munstycket skär genom stålet för att bilda ämnet.
- 3 ämnen kan också göras genom gjutning. O smält stål hälls i en form i form av ämnet. Stålet kyls tillbaka till ett fast ämne och ämnet avlägsnas.
- 4 de flesta kvalitetssaxar är gjorda av ämnen som bildas av droppsmide. Liksom kallstämpling innebär denna process att man formar ämnena med en form. Denna dö, känd som en droppe hammare, pounds i en bar av glödhett stål för att bilda ämnet. Trycket på dropphammaren stärker också stålet.
bearbeta ämnena
- 5 blankorna trimmas till rätt form genom att skära bort överflödig metall. Ett hål borras genom ämnet. Detta hål tillåter senare två färdiga blad att fästas på varandra.
- 6 de trimmade ämnena härdas genom att värma dem och sedan snabbt kyla dem i kall luft, vatten, olja eller annat ämne. Temperaturen till vilken de värms upp och mediet i vilket de kyls varierar beroende på vilken typ av stål de är gjorda av och bladets önskade egenskaper.
- 7 de härdade ämnena värms upp igen och får svalna långsamt i luften. Denna andra uppvärmning, känd som temperering, ger ämnet en jämn hårdhet. Om bladen på en sax inte hade enhetlig hårdhet skulle de hårdare platserna på ett blad snart slita ut de mjukare platserna på det andra bladet.
- 8 den upprepade uppvärmningen och kylningen får ämnena att varpa. De rätas ut genom att placeras på ett mothåll och lätt tappas med en hammare. Denna process är känd som peening.
slipning och polering
- 9 ämnet slipas i ett blad genom att applicera kanten på ett snabbt rörligt slipband eller slipskiva. Bältets eller hjulets yta är täckt med små partiklar av ett slipmedel och fungerar på samma sätt som sandpapper. Det hårda slipmedlet slipar bort tillräckligt med stål för att bilda en skarp kant. Under denna process kyls bladet med vatten eller olika vätskor som kallas skärvätskor för att förhindra att det värms upp och vrids. Det slipade bladet poleras sedan på liknande sätt med hjälp av bälten eller hjul, innehållande mycket mindre partiklar av slipmedel.
gör handtagen
- 10 för många saxar är handtagen i 0 / bildade från början som en del av ämnet. Om inte, kan de vara gjorda av en metalllegering eller av plast. Om de är metall, är de gjorda på samma sätt som ämnena och svetsas sedan till dem. Om de är plast, tillverkas de genom formsprutning. I denna process tvingas smält plast under tryck i en form i form av handtagen. Det får svalna och formen öppnas för att ta bort handtagen. Handtagen innehåller ihåliga slitsar i vilka änden av ämnena kan sättas in. Ett starkt lim används för att hålla handtaget ordentligt fastsatt.
montering av saxen
- 11 två polerade blad är fästa vid varandra med en nit eller skruv genom de tidigare borrade hålen. Nitar, som inte kan justeras av konsumenten, används för att göra billigare saxar. Justerbara skruvar används i dyrare saxar.
- 12 saxen justeras för att säkerställa. att de två bladen fungerar korrekt. De kan målas eller pläteras med nickel eller krom för att skydda dem från rost. Saxen inspekteras för brister, skruven eller niten smörjs och saxen lindas för frakt till konsumenter.
kvalitetskontroll
den viktigaste aspekten av kvalitetskontroll för sax är korrekt inriktning av de två bladen. För att saxen ska kunna skära smidigt måste knivarna endast mötas på två punkter. Dessa två punkter är vridningen (den punkt där niten eller skruven förbinder knivarna) och skärpunkten. Skärpunkten rör sig från strax bortom svängen till spetsen när saxen är stängd. Bladen hindras från att mötas vid andra punkter genom att ge dem en liten horisontell och vertikal kurva bort från varandra under tillverkningen.
för att säkerställa att knivarna möts korrekt måste hålen borras till inom en tiotusendels tum (ungefär en fyrahundradels millimeter) av rätt position. Bladens position inspekteras visuellt för att se om bladen möts jämnt. Om inte, kommer en del av ett blad att överlappa det andra. Denna defekt är känd som en vinge. Tipsen inspekteras också för att säkerställa att de möts jämnt, utan mellanrum mellan dem eller överlappning.
eftersom även tråkiga saxar kan klippa papper på ett adekvat sätt testas kvalitetssaxar på tuffa syntetiska tyger. Skärpa testas genom att se till att bladen skär tyget istället för att riva det. Styrka testas genom att skära genom flera lager av tyg. Bladen ska komma ihop med ett konstant tryck under skärning.
konsumenten ansvarar för att upprätthålla saxens kvalitet. Saxar ska endast användas för att skära de material som de var konstruerade för. De bör oljas och slipas regelbundet, och skruven bör justeras vid behov. Saxar ska förvaras i stängt läge. Att sätta ner sax i öppet läge är den vanligaste orsaken till tråkiga blad.
framtiden
även om saxar har förblivit i standardform i hundratals år, kan de senaste innovationerna ändra utseendet på detta vanliga hushållsverktyg. Sax med runda, rullande blad har utformats. Keramik Tillverkad av zirkoniumoxid har använts för att tillverka saxar med blad som är extremt starka, rostfria och som aldrig behöver slipas.
var du kan lära dig mer
tidskrifter
”sax och sax.”Consumer Reports, oktober 1992, s. 672-677.
Werner, Karen Flake. ”Skärning med sax: tre steg för att enkelt klippa.”Tidningen föräldrar, januari 1996, s. 137-138.
Övrigt
Allison, John. ”Anatomi kvalitet sax.”Knivanslutning. 30 maj 1996. http://www.knife.com/news/scissor.htm(14 juli 1997).
— Rose Secrest