L’esame visivo del giunto di saldatura è un’attività importante, svolta per verificare l’integrità e la solidità della saldatura. È un’attività economica, in quanto non richiede attrezzature costose. Deve essere eseguito da un ispettore esperto. Le principali responsabilità di un ispettore di saldatura sono:
- Conformità al codice
- Controllo della lavorazione
- Controllo della documentazione
I requisiti dell’esame visivo sono:
- L’illuminazione deve essere di almeno 350 Lux (minimo) ma si raccomanda di effettuare un’ispezione visiva con un’illuminazione superiore a 500 Lux.
- L’occhio degli ispettori deve trovarsi entro i raggi di 600 mm della superficie dell’oggetto da ispezionare e l’angolo di visione non deve essere inferiore a 30 gradi.
(Legga anche la gamma di spessore per la prova di qualificazione del saldatore)
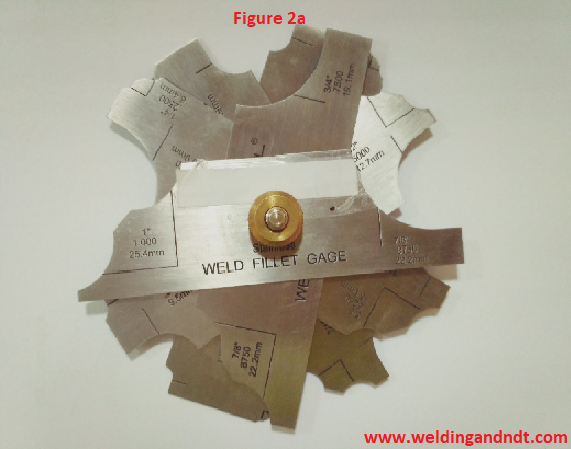
Altri aiuti che possono essere richiesti durante l’esame visivo sono:
- dime di Saldatura (Figura 2a e 2b)
- gioco di Saldatura calibri
- Lineare disallineamento indicatori (Hi-Low)
- lente d’Ingrandimento (da X2 a X5)
- Specchio boroscopio o fibra ottica sistema di visualizzazione (quando l’accesso è limitato)
ispezione Visiva può essere effettuata in tre fasi;
- Prima della saldatura,
- Durante la saldatura e
- Dopo la saldatura
Prima della Saldatura: L’ispettore deve essere familiarizzato con i codici e le norme applicabili / disegni / procedure di saldatura (WPS e PQR). La qualificazione del saldatore deve essere effettuata prima della saldatura di produzione. L’ispettore conferma il materiale e riesamina l’MTC. Anche i materiali di consumo per saldatura devono essere ispezionati prima della saldatura. Anche la preparazione e l’allineamento dei giunti devono essere controllati prima della saldatura. Dopo la conferma di tutti i parametri (come detto sopra), l’ispettore di saldatura può consentire al saldatore di iniziare la saldatura di produzione. Se il preriscaldamento è applicabile, quindi la temperatura di preriscaldamento deve essere confermata prima di iniziare la saldatura.

(la Figura 3 mostra improprio groove viso e la radice gap, un ispettore della saldatura deve vedere il groove preparazione e la radice gap prima della saldatura)
Durante la Saldatura: L’ispettore deve verificare il processo di saldatura e i parametri di saldatura rispetto alle specifiche di procedura di saldatura (WPS) in qualsiasi momento durante la saldatura. Root run e root run dressing, la temperatura interpass deve essere testimoniata dall’ispettore. Anche i materiali di consumo per saldatura devono essere controllati durante la saldatura.
(Leggere anche come scrivere una specifica procedura di saldatura – WPS)
Dopo la saldatura: Dopo la saldatura completa, il numero di identificazione viene perforato vicino al giunto. Viene eseguita un’ispezione visiva completa e qualsiasi rottura o difetto superficiale deve essere riparato secondo la procedura approvata. I seguenti difetti (o discontinuità) possono essere rivelati mediante ispezione visiva:
- Crack
- Underfill
- Sottosquadro
- porosità di Superficie
- Sovrapposizione
- mancata fusione della parete laterale
- Arc sciopero
- Schizza
- Eccessiva Penetrazione
- Inaccettabile profili saldati

(Figura 4: Welding inspector verifica la saldatura di rinforzo di dimensioni da un Ponte Cam saldatura Gauge)
dimensionale indagine deve essere fatto per garantire la dimensione della parte dopo la saldatura. Dopo il completamento soddisfacente della saldatura viene preparata la documentazione adeguata.
Se un trattamento post saldatura è specificato in WPS, l’operazione deve essere monitorata e documentata. Seguenti parametri per essere considerati quando trattamento termico dopo la saldatura è necessaria,
- l’Area da riscaldare
- velocità di Riscaldamento e raffreddamento
- possesso di temperatura e durata
- distribuzione di Temperatura
oltre al controllo visivo, un certo numero di altri CND (controlli Non Distruttivi) i metodi sono disponibili per controllare la qualità delle saldature, alcuni dei più comuni metodi non DISTRUTTIVI sono;
- Radiografia test (RT)
- test ad Ultrasuoni (UT)
- particelle Magnetiche test (MT)
- Liquidi penetranti (PT)
- test Elettromagnetici (ET)
- emissione Acustica test (AET)
Ogni metodi non DISTRUTTIVI ha il suo significato e la sua importanza per esempio Liquidi penetranti è molto efficiente ed economico per il controllo dei difetti superficiali, considerando che, con l’aiuto di test a Ultrasuoni e Radiografia test, tutta la profondità della saldatura può essere ispezionato.
La selezione dei metodi NDT dipende dai requisiti. La persona incaricata o incaricata di effettuare tali prove deve possedere la qualifica necessaria. Prima di effettuare l’esame devono essere decisi anche una procedura di prova scritta, il formato per la segnalazione e il codice applicabile.
Leggi anche P-number, F-number e A-number in welding (ASME Section IX)
Nota: avevo scritto questo articolo per India welds newsletter – Vol 1:4 Oct-Dec 2018. Clicca qui per leggere la newsletter.