visueel onderzoek van lasnaden is een belangrijke activiteit, uitgevoerd om de integriteit en degelijkheid van de lasnaden te controleren. Het is een economische activiteit, omdat het geen dure apparatuur vereist. Het moet worden uitgevoerd door een ervaren inspecteur. Belangrijkste verantwoordelijkheden van een lassen Inspecteur zijn:
- Code compliance
- controle van het vakmanschap
- controle van de documentatie
de vereisten voor visueel onderzoek zijn::
- de verlichtingssterkte moet ten minste 350 Lux (minimaal) bedragen, maar het wordt aanbevolen visuele controle uit te voeren bij een verlichtingssterkte van meer dan 500 Lux.
- het oog van de controleurs dient zich binnen een straal van 600 mm van het oppervlak van het te inspecteren voorwerp te bevinden en de kijkhoek mag niet minder dan 30 ° bedragen.
(ook Afleesdiktebereik voor lasserkwalificatietest)
Andere hulpmiddelen die nodig kunnen zijn tijdens visueel onderzoek zijn::
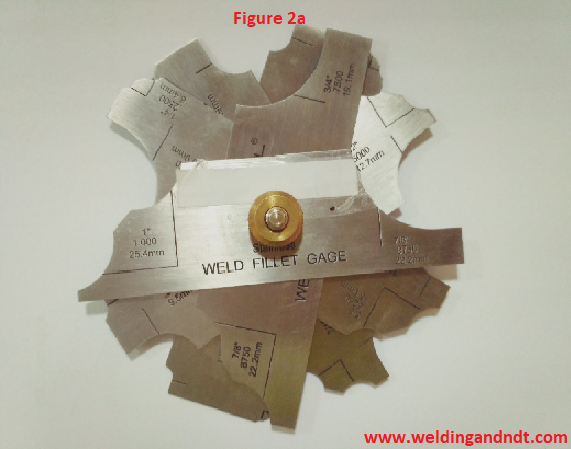
- Lassen meters (Figuur 2a en 2b)
- Lassen kloof meters
- Lineaire uitlijning meters (hoog-Laag)
- Vergrootglas (X2 X5)
- Gespiegeld boroscope of fibre optic systeem bekijken (wanneer de toegang beperkt is)
Visuele inspectie kan worden gedaan in drie fasen;
- Voor het lassen,
- Tijdens het lassen en
- Na het lassen
Voor het Lassen: De inspecteur moet vertrouwd zijn met de toepasselijke codes en normen/tekeningen/lasprocedures (WPS en PQR). De lasserkwalificatie moet vóór het lassen worden uitgevoerd. De inspecteur bevestigt het materiaal en beoordeelt de MTC. Lastoevoegmaterialen moeten ook vóór het lassen worden geïnspecteerd. De voorbereiding en uitlijning van de voegen moeten ook vóór het lassen worden gecontroleerd. Na bevestiging van alle parameters (zoals hierboven vermeld), kan de lasinspecteur de lasser toestaan om het productielassen te starten. Als voorverwarming van toepassing is, moet de voorverwarmingstemperatuur worden bevestigd voordat de las wordt gestart.

(Figuur 3 toont een onjuiste groef gezicht en vooropening, lassen inspecteur moet de groef voorbereiding en de vooropening voor het lassen)
Tijdens het Lassen: De controleur na het lasproces en de lasparameters met betrekking tot de welding procedure specification (WPS) op elk moment tijdens het lassen. Root run en root run dressing, interpass temperatuur moet worden gezien door de inspecteur. De lastoevoegmaterialen moeten ook tijdens het lassen worden gecontroleerd.
(Lees ook hoe een lasprocedure te schrijven specificatie – WPS)
na het lassen: na het volledige lassen wordt het identificatienummer in de buurt van de verbinding geponst. Er wordt een volledige visuele inspectie uitgevoerd en elke breuk of defect aan het oppervlak moet volgens de goedgekeurde procedure worden hersteld. Na defecten (of discontinuïteit) kan worden onthuld door visuele inspectie:
- Crack
- Underfill
- Onderbouw
- Oppervlak porositeit
- Overlappen
- Gebrek aan zijkant fusion
- Arc strike
- Spat
- Buitensporige Penetratie
- Onaanvaardbaar lassen profielen

(Figuur 4: Lassen inspecteur het controleren van de lasnaden versterking grootte door een Brug Cam lassen Meter)
Een dimensionaal onderzoek zal worden gedaan om te verzekeren dat de afmetingen van het gedeelte na het lassen. Na bevredigende voltooiing van het lassen wordt de juiste documentatie voorbereid.
als in WPS een behandeling na lassen is gespecificeerd, moet de operatie worden gecontroleerd en gedocumenteerd. Na parameters die moeten worden overwogen wanneer de postlaswarmtebehandeling vereist is,
- te verwarmen oppervlakte
- verwarmings-en koelsnelheden
- bedrijfstemperatuur en duur
- temperatuurverdeling
naast visuele inspectie zijn er een aantal andere NDT-methoden (niet-destructieve Test) beschikbaar om de laskwaliteit te controleren, enkele van de meest voorkomende NDT-methoden zijn:;
- Radiografie testen (RT)
- Ultrasoon onderzoek (UT)
- Magnetische deeltjes testen (MT)
- penetrant testen (PT)
- Elektromagnetische testing (ET)
- Akoestische emissie-test (AET)
Elke NDO-methoden heeft zijn eigen betekenis en het belang van bijvoorbeeld penetrant testen is zeer efficiënt en zuinig voor het controleren van oppervlaktebeschadigingen, overwegende dat, met de hulp van Ultrasone test en Radiografie test, gehele diepte van de las kan worden geïnspecteerd.
de selectie van NDT-methoden hangt af van de vereisten. De voor de uitvoering van deze proeven aangestelde of aangewezen persoon moet over de nodige kwalificaties beschikken. Een schriftelijke testprocedure, het formaat voor de rapportage en de toepasselijke code moeten eveneens worden vastgesteld voordat het onderzoek wordt uitgevoerd.
lees ook P – nummer, F-nummer en A-nummer in lassen (ASME sectie IX)
opmerking: Ik had dit artikel geschreven voor India lassen nieuwsbrief – Vol 1:4 okt-Dec 2018. Klik hier om de nieuwsbrief te lezen.